泰安 水泥螺旋输送机32米价格多少产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
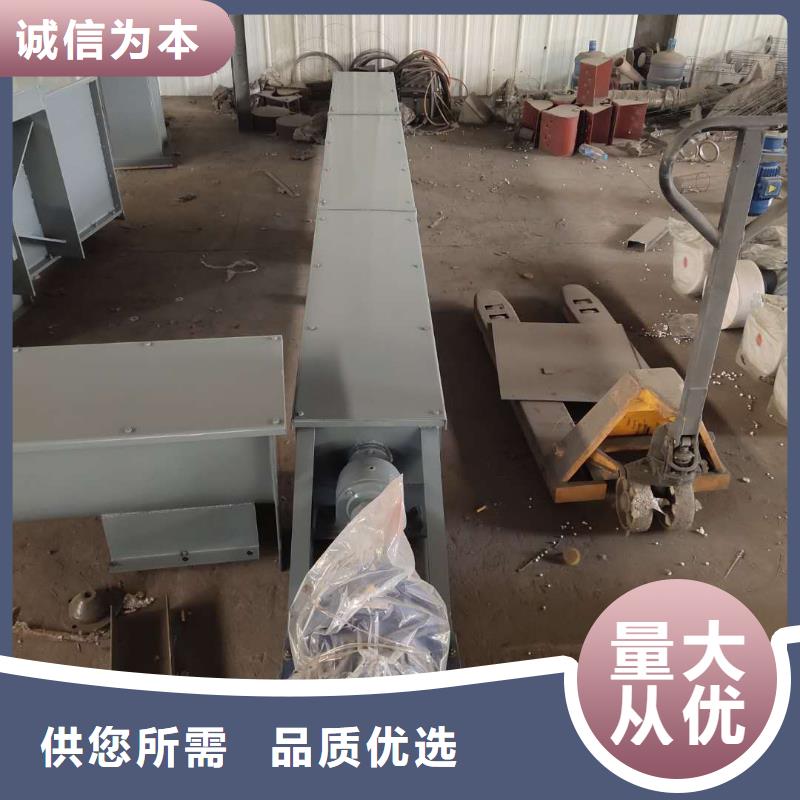
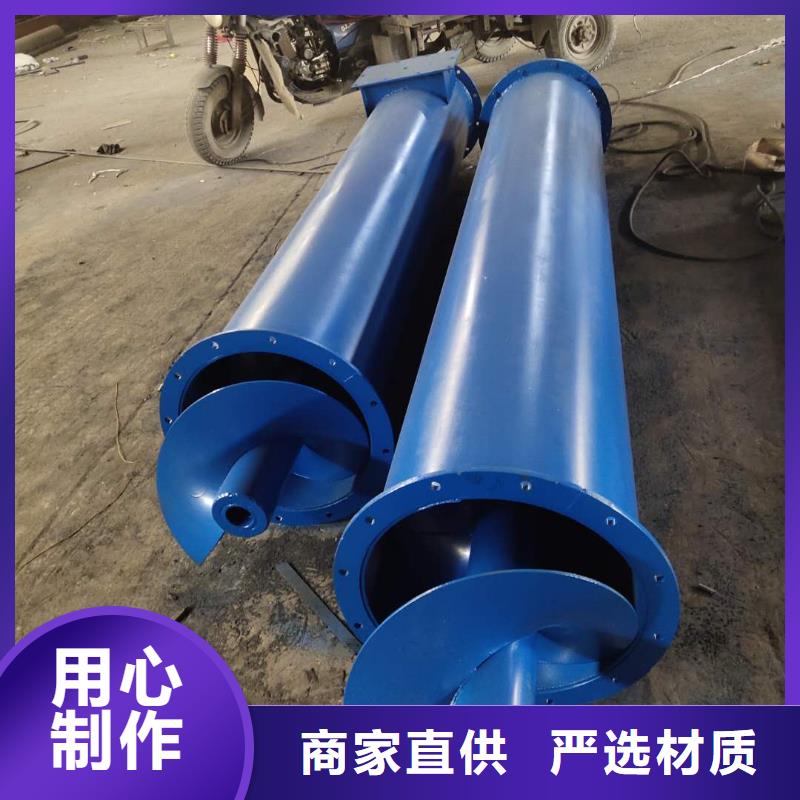
以下是:泰安泰安 水泥螺旋输送机32米价格多少的图文介绍
具体价格以 斗式提升机、实际材料、 斗式提升机、实际尺寸面谈或电话约谈!衡泰重工机械制造有限公司在发展过程中,不断成长,积累了丰富的 斗式提升机、经验。承接了许多 斗式提升机、案例,受到了用户赞誉。


泰安倾斜角度15°的螺旋输送机,填充系数合理范围为“水平基础值×0.85~0.95”,核心结合物料形态确定,既兼顾输送效率,又避免物料下滑导致的异常,具体分类如下: 一、按物料形态的合理取值(15°倾斜专属) 物料类型 水平基础填充系数φ水平 15°倾斜合理范围φ倾斜 典型物料示例 粉状物料(流动性好/中) 0.25~0.35 0.21~0.33 面粉、水泥粉、粉煤灰、奶粉 粒状物料(无粘连) 0.35~0.45 0.30~0.43 粮食、塑料粒、化肥颗粒、石英砂 小块状物料(≤50mm) 0.2~0.30.17~0.29 煤块、陶粒、再生骨料、果干 粘性/易结块物料 0.15~0.25 0.13~0.24 酒糟、脱水污泥、受潮面粉、湿砂 二、关键调整逻辑1. 15°倾斜属于低角度倾斜,物料下滑影响比20°更弱,因此修正系数(0.85~0.95)高于20°,平衡效率与稳定性。2. 物料流动性优化(如干燥粉状、均匀粒料)可取区间上限,流动性偏差(如潮湿、轻微粘性物料)取区间下限,避免堆积。3. 叠加长距离(>30m)或高转速(>40r/min)工况时,需在上述范围基础上再降5%,减少物料滑动和损耗。 三、实操建议优先取区间中间值试运(如粉状物料取0.27、粒状取0.36),观察电机电流(控制在额定值80%~90%)和输送流畅度。若出现轻微回流,可小幅下调填充系数;若输送量不足且无异常,可逐步上调至区间上限。要不要我根据你具体的物料类型(比如粮食、水泥粉等),精准计算15°倾斜时的填充系数,还能同步给出对应的输送量匹配建议?



泰安螺旋输送机的螺旋叶片与机壳间隙正常范围通常在3-10mm,具体数值会受设备类型、物料特性等因素影响,以下是具体介绍:- 根据设备类型和规格:一般来说,小型螺旋输送机的间隙相对较小,如TLSS型系列螺旋输送机,机壳内壁与螺旋叶片间两侧的间隙应相等,允许误差为2mm,底部的间隙允许误差为±2mm。对于螺旋公称直径为φ600-φ800mm的螺旋输送机,螺旋叶片与机壳双侧间隙≥7.5mm。- 根据物料特性:输送颗粒小、硬度低、流动性好的物料,如粮食、油菜籽等,间隙可以较小,一般在3-5mm。而输送颗粒大、硬度高、磨琢性强的物料,如矿石、石块等,为了减少叶片和机壳的磨损,间隙需要适当增大,通常在5-10mm。- 根据安装角度:水平安装的螺旋输送机,螺旋叶片和机壳之间的间隙保持正常范围即可。倾斜安装的输送机,由于物料要提升高度,受物料自身重力影响,为防止物料过多掉落,螺旋叶片和机壳之间的间隙要比水平方向的小一些。



泰安螺旋输送机叶片与机壳间隙调整的核心方法的是:针对“轴偏移、机壳变形、叶片问题”三类核心偏差,采用“垫片调整、机壳校正、叶片修复”三类精准方法,全程同步保证同轴度和间隙均匀性。 一、针对螺旋轴偏移(常见):垫片调整法这是调整同轴度和间隙的核心方法,通过增减轴承座垫片修正轴的位置。- 操作步骤:松开两端轴承座固定螺栓,根据百分表测出的径向跳动方向和塞尺的间隙数据,在轴承座底部或侧面加/减对应厚度的垫片(垫片厚度=间隙偏差值/2,需保证两侧对称)。- 关键要点:垫片需选用厚度均匀的钢垫片(误差≤0.1mm),每次调整后手动转动螺旋轴,用百分表复测同轴度、塞尺查间隙,反复微调至达标。- 适用场景:螺旋轴同轴度偏差、叶片四周间隙不均(无部件变形)。 二、针对机壳变形/倾斜:机壳校正法机壳同心度偏差会直接导致间隙异常,需同步校正机壳位置和形状。- 1. 机壳倾斜调整:用水平仪测出机壳倾斜方向,松开机壳与底座的连接螺栓,在偏移侧的底座处加垫片,调整机壳水平度(≤0.5mm/m),使机壳中心与螺旋轴中心对齐。- 2. 机壳局部变形校正:用千斤顶垫木块(避免损伤机壳),轻轻顶压机壳凸起部位,同时用塞尺实时监测对应位置的间隙,直至机壳内壁平整,间隙恢复均匀。- 适用场景:机壳安装倾斜、运输或使用中出现局部变形。 三、针对叶片变形/磨损:叶片修复法叶片自身偏差会导致间隙假象,需先修复或更换叶片再调整整体间隙。- 1. 轻微变形校正:用扳手缓慢校正叶片边缘,确保叶片与螺旋轴垂直、边缘平整,校正时避免用力过猛导致叶片断裂。- 2. 严重磨损/变形更换:拆除损坏叶片,安装新叶片时保证叶片间距均匀、与轴垂直度达标,更换后重新按“垫片调整法”校准同轴度和间隙。- 适用场景:叶片弯曲、边缘磨损不均导致局部间隙过大或过小。 四、长距离输送机专属:分段调整法针对长度>5m的设备,需分段控制偏差,避免整体偏移。- 操作步骤:每2-3m设一个测量点,用拉线法(两端拉细线对准机壳中点)辅助定位,先调整两端轴承座基准,再逐段测量中段轴体的同轴度和间隙,通过局部加垫片或校正机壳的方式修正偏差。- 关键要点:分段调整时需保持相邻段的偏差一致,避免出现“局部达标、整体偏移”的情况。 五、辅助调整:轴承座移位法当垫片调整无法满足精度时,通过微调轴承座位置进一步修正。- 操作步骤:松开轴承座的横向固定螺栓,用顶丝或撬棍轻轻推动轴承座(力度均匀),同时用百分表监测螺旋轴径向跳动,直至同轴度达标,再按对角线顺序拧紧螺栓。- 关键要点:移位后需再次检查轴承座水平度,避免移位导致新的偏差。要不要我帮你整理一份不同偏差类型的调整方法对照表,明确每种方法的操作工具、步骤、合格标准,方便现场快速匹配使用?



泰安填充系数对螺旋输送机设备功率的核心影响是正相关关系:在合理取值范围内(0.15~0.45),填充系数越高,设备所需功率越大;超出合理范围后,功率会急剧上升且伴随运行风险,具体影响逻辑和细节如下: 一、核心影响逻辑:功率与填充系数的关联原理1. 填充系数直接决定“叶片推动的物料量”,填充度越高,叶片承受的物料阻力(摩擦力、挤压力)越大,驱动电机需输出更大功率克服阻力。2. 功率增长并非线性:低填充度(≤0.3)时,功率随填充系数增长较平缓;填充度超过0.35后,功率增长速率加快(因物料间挤压、管内压力上升,阻力呈指数级增加)。 二、不同填充系数区间的功率影响 填充系数区间 功率变化特征 运行状态 0.15~0.25(低填充) 功率需求低,增长平缓 物料流动顺畅,阻力小,适合粘性/易结块物料,无过载风险 0.25~0.35(中填充) 功率随填充度稳步增长,与输送量匹配 效率与能耗平衡,适用于大部分粉状/粒状物料 0.35~0.45(高填充) 功率增长加快,接近电机额定负荷 输送效率高,但需确保电机功率充足,避免过载;易出现物料挤压、管内压力升高 >0.45(超填充) 功率急剧飙升,远超额定值 物料堵塞管体,叶片与物料间摩擦力暴增,可能导致电机过载烧毁、轴体弯曲 三、关键影响场景与注意事项1. 粘性物料需严控低填充:若粘性物料填充系数过高(>0.25),物料粘连形成“料塞”,阻力会突然增大,功率瞬间飙升,易引发设备故障。2. 长距离/倾斜输送的功率叠加:倾斜输送(θ>20°)或长距离输送(>30m)时,填充系数对功率的影响会放大(物料下滑、滑动损耗增加),需在常规取值基础上降低填充度,避免功率超配。3. 电机选型需匹配填充系数:按设计填充系数的1.2~1.3倍选型电机功率,预留冗余,防止填充度小幅波动导致过载。4. 超填充的隐性损耗:即使未堵塞,超填充也会加剧叶片和机壳磨损,间接增加运行阻力,导致长期功率损耗上升(比正常填充度高15%~30%)。 四、实操建议:平衡功率与效率 优先按物料类型取推荐填充系数(如粉状0.25~0.35、粒状0.35~0.45),避免盲目提高填充度追求效率。 若需提升输送量,优先通过增大螺旋直径、调整螺距或转速实现,而非单纯提高填充系数。 运行中若发现电机电流持续偏高(接近额定值),可适当降低填充系数(如减少进料量),降低功率负荷。要不要我帮你整理一份填充系数功率估算对照表,结合常见物料和设备参数,明确不同填充度对应的功率需求,方便你选型时匹配电机?




 扫一扫
扫一扫